基本信息
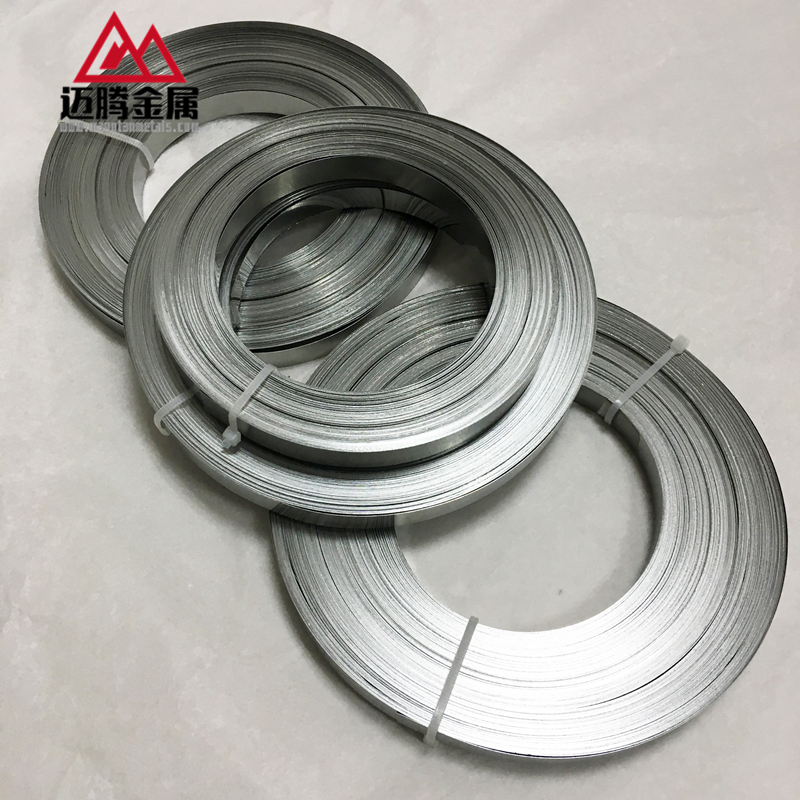
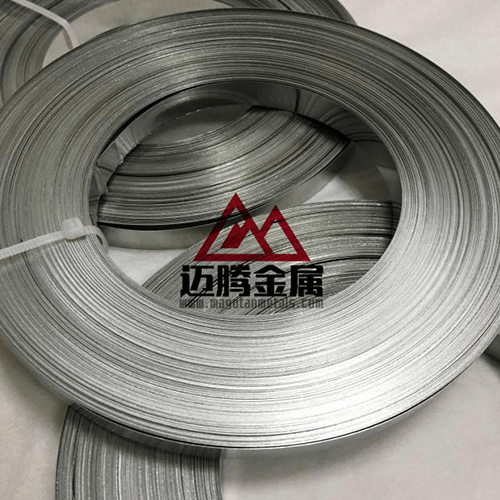
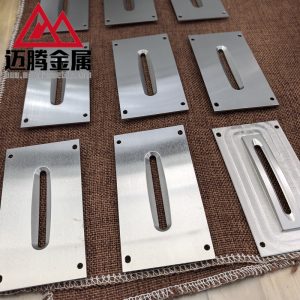
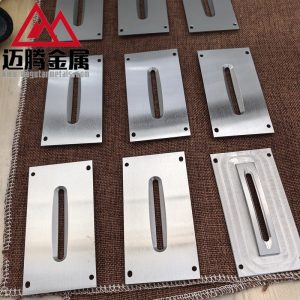
我们公司所遵循严格的轧制工艺和工序设定,以及退火温度和时间的 控制,使得生产的锆箔机械性能好 ,表面光滑无褶皱,内部金相组织均匀分布,纵向和横向的撕裂阻滞性得到大幅提高。
锆箔制备方法
注意事项
设定,采用1-3道次锻造,板坯厚度为15mm-30mm
应用
迈腾是专业的锆箔厂家,作为钨/钼/钽/锆箔制造商,我们的产品远销海内外,如有需求,欢迎下单咨询。